



一、前言
韶关冶炼厂两个系统的鼓风炉渣经烟化沪回收的次氧化锌达10000 t左右,其主要化学成份见表1。
表1 次氧化锌的化学成份
|
元素 |
Zn |
Pb |
As |
Ge |
Ag |
|
成份(%) |
50.28~54.22 |
5.21~16.18 |
4.17~9.74 |
0.022~0.055 |
0.008~0.023 |
另外还有少量的C,S,Cl,F等,晶相表明:Zn,Pb,As以氧化物形态存在,Ge大部分以锗酸盐形态存在,Ag则被包含于Pb中。
目前绝大部分的次氧化锌返回烧结配料,这种处理方式有三个不足之处。
(一)由于次氧化锌中含砷总量近1000 t,韶关冶炼厂全厂约50%的砷富集进次氧化锌中,是该厂砷的汇聚点,同时每年从铅锌精矿中带人的砷约为500~800 t,如不及时处理。砷将会在系统中不断富集循环,对环保造成巨大的压力。
(二)砷的不断富集,各物料中砷含量将会越来越高,而高砷物料对该厂主体工艺―ISF炉有不可忽视的负面影响,同时给有价稀散金属锗、铟回收带来困难。
(三)次氧化锌返烧结配料时,粉尘大且含砷高,造成操作环境恶劣,同时配料加入过多的次氧化锌使烧结块的强度和成块率下降,影响烧结块的质量和产量。
因此,寻找合适的处理次氧化锌的方法,综合回收铅锌锗砷等有价金属,产出市场受欢迎的产品则能变废为宝,获得可观的经济效益。
二、试验原理及工艺流程
将次氧化锌加硫酸及少量水混合,则锌、铅迅速生成硫酸盐,发生的反应式主要有:
ZnO+H2SO4=ZnSO4+H2O (1)
PbO + H2SO4 = PbSO4+H2O (2)
ZnGeO3 +H2SO4 = ZnSO4 + GeO2+H2O (3)
As2O3十3H2O=2H3AsO3 (4)
在350~550℃烙烧时,H3ASO3被重新分解,H2O和As2O3挥发:
2H3AsO3=AS2O3+3H2O (5)
而硫酸锌要在大于600℃时才能分解,硫酸铅的熔点则达1170℃,并且在950℃以上开始分解,这两种产物在此温度下都会留在焙砂中,不被挥发;由于次氧化锌中有少量碳,GeO2可能被部分还原成GeO,另外由于次氧化锌中的Cl, F存在也可能生成GeCl4,GeF4而造成有部分被挥发;而Cl,F则主要生成HCI,HF挥发出去。
将焙砂水浸时,硫酸锌溶于水中,锗也有30%溶解,而铅银则被富集在渣中以便进一步回收。其主要工艺流程图如图1。
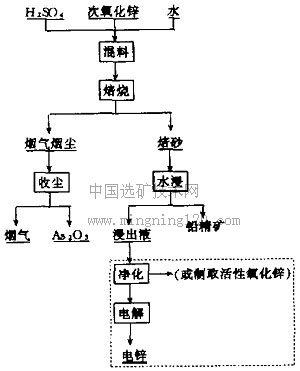
图1 硫酸焙烧水浸综合回收次氧化锌原则流程
三、试验部分
(一)直接酸浸
将次氧化锌加硫酸直接浸出:1/s= 5∶1,温度70~90℃,时间1.5h,终酸10~20 g/L,浸出时,Zn有96%被浸出,As,Ge约浸出94%、70%, F、Cl浸出90%以上,而Pb、Ag银留在渣中,浸出液的化学成份(g/L);Zn90~100,As8~20,Ge0.1~0.2,F0.1~0.2,Cl0.1~0.2,酸浸液中的As、F、Cl含量都较高,要将其直接净化成电解液,难度十分大。
(二)硫酸焙烧
将次氧化锌加直接酸浸量酸耗110%~120%的硫酸和少量水混匀,然后将混料放入石墨坩埚中焙烧。试验考察了不同焙烧温度、硫酸量、焙烧时间等参数。
1、不同硫酸量对物料挥发率的影响
各取200 g次氧化锌加90mL,100mL,110mL,120mL,130mL硫酸于400℃焙烧7h,金属挥发率如图2。F,Cl在这种酸度范围挥发较彻底。
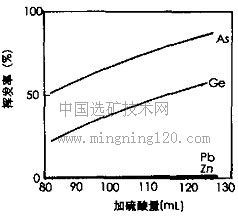
图2 不同硫酸量对金属挥发率的影响
由图2可知,在这种酸度范围内,铅、锌全部在焙砂中,砷锗则随加酸量的增加而增加,在加入硫酸110~120mL(即加入直接酸浸耗酸量 110%~120%)时效果较好,砷的挥发率为90%以上。
2、不同焙烧温度对金属挥发率的影响
各取200 g次氧化锌加120 mL硫酸及少量水混匀,于300℃、350℃、400℃、500℃烙烧7h。F、Cl在较低温度范围内挥发完全,而砷则在350℃以上挥发可达90%以上,锗的挥发为40%左右,而铅、锌几乎不被挥发。挥发温度取400~500℃较合适。见图3。
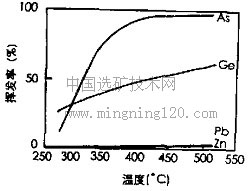
图3 不同焙烧温度对金属挥发率的影响
3、焙烧时间对金属挥发率的影响
各取200 g次氧化锌加115 mL硫酸(98%)及少量水于400~500℃焙烧3h、4h、5h、6h、7h,F、C1在3h就几乎挥发完全,金属挥发率曲线变化如图4。
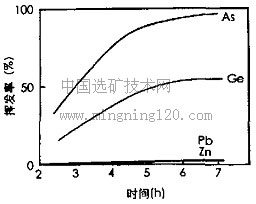
图4 不同焙烧时间对金属挥发率的影响
由图4知,锌、铅始终没有什么挥发,砷、锗随时间增加挥发率增加。在5h左右时砷的挥发率达到90%以上,试验取焙烧时间5h较好。
综合以上条件,硫酸焙烧的最佳条件为:加入次氧化锌重量的1.1~1.2倍的硫酸,在400~500℃焙烧5h,便可获得理想的焙烧结果。
(三)焙砂酸漫将焙砂加水浸出,条件I/s= 5∶1,温度70℃,时间1.5 h,浸出终点pH=3,浸出渣量为次氧化锌的30%,浸出液及渣的化学成份如表2。
表2 焙砂水浸液及渣的化学成份
|
物料 |
Zn |
Pb |
Ge |
As |
F |
Cl |
|
1#液(g/L) |
105.28 |
0.022 |
0.032 |
0.30 |
0.0012 |
0.0038 |
|
1#渣(%) |
3.14 |
51.70 |
0.014 |
0.40 |
― |
― |
|
2#液(g/L) |
101.55 |
0.014 |
0.033 |
0.16 |
0.00265 |
0.0038 |
|
2#渣(%) |
2.52 |
56.14 |
0.012 |
0.21 |
― |
― |
|
3#液(g/L) |
107.21 |
0.017 |
0.029 |
0.17 |
0.00185 |
0.00296 |
|
3#渣(%) |
3.83 |
52.62 |
0.020 |
0.40 |
― |
― |
由表2知,浸出液中的As都在0.3g/L以下,F、Cl已符合电解要求,只要对酸浸液稍加处理就可得到合格的电解前液,而渣被富集成含铅50%以上含砷小于0.4%的铅精矿,可以返烧结配料或另外处理。
四、工业试验
工业试验共处理9.2 t次氧化锌,产出17.36t焙砂,0.75 t烟尘。试验利用回转窑进行脱砷、氟、氯,窑长12 m,直径1.2m倾斜度5。。试验条件为:次氧化锌:硫酸=1∶0.91,焙烧时间5 h,焙烧温度为450~550℃,进料500kg/h。由于加入的硫酸量几乎是与次氧化锌反应的量,所以烟囱的烟气几乎没有。其技术指标为:脱砷率在85%~95%,而F、Cl的脱除率大于95%,而Ge的挥发率比小型试验好,小于30%,而Pb、Zn、Ag几乎不挥发,焙砂中的砷小于0.5%,扩大试验中次氧化锌、焙砂及烟尘的化学成份的平均值如表3。
表3 工业试脸中次氧化锌、焙砂及烟尘的化学成份(%)
|
物料 |
Pb |
Zn |
As |
Ge |
Ag |
F |
Cl |
|
次氧化锌 |
13.90 |
52.89 |
5.42 |
0.031 |
0.0225 |
0.0643 |
0.030 |
|
焙砂 |
7.50 |
27.40 |
0.37 |
0.012 |
0.015 |
0.00118 |
0.00070 |
|
烟尘 |
6.00 |
2.67 |
32.35 |
0.0029 |
0.0023 |
― |
― |
由表3可知,工业试验与小型试验基本吻合。
五、结语
(一)采用“硫酸焙烧-水浸”处理次氧化锌,工艺流程简单,铅、锌直收率高,成本低,所耗试剂少。在小型试验的基础上,工业试验证明该工艺能较好脱除次氧化锌的砷、氟、氯。
(二)在焙烧条件为:温度400~500℃,加酸量为次氧化锌重的110%~120%,焙烧时间为5 h,焙砂水浸条件为:1/s=5∶1,时间1.5 h,温度60~80℃,铅的直收率大于99%,锌的直收率为98%,砷的脱除率为90%,锗的直收率为60%。原料中的98%的锌、60%左右的锗、0.5%左右的砷进入浸出溶液,而铅、银全部留在渣中,浸出渣含铅50%以上,含砷小于0.4%。
(三)该工艺一个不足之处是锗在流程中分散,增加了锗的回收成本,降低了锗的回收率。